

An Engineering Management Study of Defect Escape, Logistic Safety Modeling, and Production-Scale Quality Assurance
Research Publication by Chidiebere T. Osuagwu
New York Center for Advanced Research (NYCAR)
Publication No.: NYCAR-TTR-2026-RP033
Date: June 2026
DOI: https://doi.org/10.5281/zenodo.20510257
Peer Review Status
This research paper underwent independent peer review under the internal editorial peer review framework of the New York Center for Advanced Research (NYCAR) and The Thinkers’ Review. The review was conducted independently by designated Editorial Board members, without author involvement, and the manuscript was approved in accordance with NYCAR’s Research Ethics Policy and its standards for independent academic evaluation.
Copyright © 2026 Chidiebere T. Osuagwu and New York Center for Advanced Research (NYCAR). All rights reserved.
Abstract
Electric vehicle battery manufacturing has become a safety-critical engineering management problem at industrial scale. The battery pack is far from an ordinary vehicle component, since it is the source of range, charging behavior, warranty exposure, thermal risk, customer confidence, and much of the cost structure behind electrification. A single cell defect can pass ordinary inspection, move through module and pack assembly, enter the vehicle fleet, and later appear as fire risk, recall exposure, or brand damage. The research examines reliability governance through public evidence from the Chevrolet Bolt EV battery recall, GM and LG’s identification of two rare manufacturing defects in the same cell, CATL’s 2025 scale, Tesla’s reported engineering investment, and recent battery-defect safety literature.
The study develops a logistic regression framework for Defect Escape Probability and a reliability-regression framework for time-to-warning or time-to-failure. The logistic model estimates whether a cell, module, or pack escapes into field use with a safety-relevant defect. The predictors include particle-contamination risk, coating uniformity deviation, separator alignment variation, moisture exposure, formation and aging anomaly, abnormal self-discharge, inspection coverage depth, and supplier-process maturity. The reliability model adds time by examining how process conditions may shorten the interval before diagnostic warnings, abnormal degradation, warranty claims, or confirmed failure. These tools are offered less as abstract mathematics than as governing instruments for plant leaders, automakers, supplier-quality teams, and safety reviewers.
The findings show that battery reliability cannot be governed by end-of-line testing alone. The Chevrolet Bolt recall demonstrates how rare defect combinations can create system-level exposure after vehicles have already reached customers. CATL’s reported scale shows the volume at which battery manufacturing discipline must operate. Tesla’s 2025 Form 10-K shows the broader engineering-investment environment around electrified vehicle systems. The practical conclusion is that EV battery manufacturers need layered reliability governance: prevention at process design, detection through in-line measurement, containment through traceability, prediction through diagnostics, and accountability through recall-ready decision systems. Battery quality is not merely a production metric; it is the engineering basis of trust in electric mobility.
Keywords: electric vehicle batteries, reliability governance, defect escape, logistic regression, survival analysis, traceability, quality management, recall exposure, engineering management
Table of Contents
List of Tables
Table 1. Battery manufacturing evidence and reliability governance use 24
Table 2. Regression variables for battery defect escape and time-to-warning 25
List of Figures
Figure 1. Logistic model linking manufacturing predictors to defect escape proba 18
Figure 2. Drivers of the Recall Exposure Index 20
Figure 3. The defect-escape pathway from cell production to field use 26
Figure 4. Containment decision bands by predicted defect escape probability 38
Figure 5. Layered reliability governance for battery manufacturing 48
Chapter 1: Introduction
1.1 Why Battery Manufacturing Tests Engineering Management
Electric vehicle battery manufacturing is a difficult place to hide weak engineering management. The product contains electrochemical complexity, high energy density, tight process windows, and safety consequences that may emerge long after the factory has shipped the pack. A vehicle can leave the assembly line looking complete while a small cell defect remains dormant. If that defect later contributes to thermal runaway risk, the problem outgrows quality control and becomes a safety, warranty, legal, regulatory, and trust problem.
1.2 The Battery as a Safety-Critical Subsystem
The industrial stakes are high because the battery is not an ordinary component. It is the cost center, energy reservoir, performance constraint, warranty exposure, and safety-critical subsystem of an electric vehicle. Battery packs influence range, charging speed, thermal behavior, vehicle weight, customer confidence, residual value, and brand reputation. An engineering manager who treats battery production like generic high-volume assembly misunderstands the product. A battery is manufactured, but it is also formed, aged, tested, managed, and monitored across time.
1.3 The Bolt Recall and the Logic of Defect Escape
The Chevrolet Bolt EV recall remains one of the most important public cases for understanding battery manufacturing risk. NHTSA announced in August 2021 that all Chevrolet Bolt vehicles were recalled because of high-voltage battery fire risk. GM later stated that experts from GM and LG identified the simultaneous presence of two rare manufacturing defects in the same battery cell as the root cause of fires in certain Bolt EVs. That wording matters because it reveals how rare defects can interact. Battery safety is often threatened not by one obvious fault but by a combination of small process failures that align unfavorably (NHTSA, 2021; General Motors, 2021).
The case also shows why defect escape is a better management concept than defect occurrence alone. A defect that is detected, contained, and corrected inside the factory remains a cost and learning event, whereas a defect that escapes into the field becomes a safety event. Engineering management therefore has to focus on the probability of escape, not only the existence of variation. The governing question is not whether a plant will ever produce a bad cell. It is whether the production system can detect, segregate, trace, and correct unsafe variation before customers carry the risk.
1.4 Industry Scale and Engineering Investment
The battery industry’s scale makes the problem more serious. CATL reported 2025 operating revenue of RMB 423.7 billion and net profit attributable to shareholders of RMB 72.2 billion. Such scale demonstrates the manufacturing intensity now required to support electrification. A company operating at that level is not managing battery quality as a laboratory concern. It is managing high-volume energy-device reliability across factories, suppliers, chemistries, customers, and end-use environments (CATL, 2026).
Tesla’s 2025 Form 10-K also illustrates the investment side of battery-centered engineering. Tesla reported R&D expense of $6.411 billion in 2025, equal to about 7 percent of revenues, with increases attributed to AI and other programs as the company expanded its product roadmap and technologies. Although R&D spending is not a direct battery-quality measure, it shows how electrified vehicle firms must sustain large engineering investments in product, manufacturing, software, diagnostics, and systems integration. Battery reliability governance belongs inside that broader engineering system (Tesla, 2026).
1.5 The Functional-Safety Frame
It helps to place this work inside the language of functional safety before the models appear. In safety-critical industries, engineers distinguish between a fault, a failure, and a hazard, and they ask how often a dangerous condition can occur and how reliably it will be detected before it causes harm. Battery manufacturing fits that frame almost exactly. A contaminated electrode or a misaligned separator is a fault; a cell that vents or enters thermal runaway is a failure; a vehicle fire in a customer’s garage is the hazard. The distance between the fault and the hazard is where engineering management does its real work, because that distance is filled with inspection, traceability, diagnostics, and the willingness to act on weak signals.
Reading the problem this way also clarifies what a model can and cannot do. A statistical score does not remove a hazard; it estimates how likely the production system is to let a fault travel undetected toward the customer. That estimate is only useful when the organization has already decided what counts as a safety-relevant fault, who owns the decision to hold a lot, and how quickly the plant can reconstruct the history of a suspect cell. The chapters that follow treat the mathematics as one instrument inside that larger safety system rather than as a substitute for it.
1.6 Aim, Research Questions, and Significance
The research studies reliability governance in EV battery manufacturing as an engineering management discipline. The focus is not the chemistry of one cell type or the physics of thermal runaway in isolation. The focus is how engineering managers design systems that prevent, detect, contain, and learn from process variation. The analysis connects public cases, industry data, and recent safety literature to a mathematical framework suitable for production and quality leadership.
The research uses two statistical models. The first is logistic regression for defect escape. Logistic regression is suitable because the outcome is binary: a unit either escapes with a safety-relevant defect or it does not. The second is reliability regression for time-to-warning or time-to-failure. This is suitable because battery hazards may not appear immediately. The relevant question may be how long a unit operates before a diagnostic signal, abnormal degradation pattern, thermal event, or warranty incident becomes visible.
The research questions are practical. Which manufacturing conditions increase the probability of battery defect escape? How can logistic regression support engineering management decisions about inspection, containment, and supplier qualification? How can reliability regression connect process evidence with time-dependent safety risk? What lessons emerge from the Chevrolet Bolt recall and recent battery-defect literature? How can battery manufacturers scale production without weakening safety governance?
The paper’s significance lies in the fact that battery failures can damage more than one company. Publicized battery fires and recalls can slow consumer confidence in electric vehicles, increase regulatory scrutiny, raise insurance concern, and deepen skepticism toward electrification. Engineering management in battery manufacturing therefore has social value. It helps determine whether the energy transition feels safe enough for ordinary customers to trust.
Chapter 2: Literature Review
2.1 Manufacturing Defects as Safety Pathways
Battery safety literature increasingly emphasizes manufacturing defects as a pathway to serious safety risk. Chen and colleagues’ 2025 review of defects in lithium-ion batteries is especially relevant because it addresses manufacturing-defect origins, associated hazards, metal foreign matter, copper-particle contamination, and detection methods. The managerial implication is clear. Defects that begin as microscopic process failures can become macroscopic safety failures. Quality management cannot rely only on final product appearance.
Thermal runaway research also reinforces the importance of early detection and process control. Goswami and colleagues’ 2024 work on integrating multiphysics and machine learning for thermal runaway prediction shows that battery safety is increasingly modeled through combined physical and data-driven methods. Engineering managers should not read such work as a reason to replace process discipline with algorithms. The stronger lesson is that battery production and battery monitoring now require layered evidence: process measurements, electrochemical testing, thermal data, degradation behavior, and diagnostic models (Chen et al., 2025).
The Chevrolet Bolt recall demonstrates why manufacturing defects require traceability. GM’s recall materials identify two rare manufacturing defects appearing simultaneously in the same battery cell. A system that cannot trace cells, modules, process windows, supplier lots, and vehicle installation records will struggle to determine which vehicles are exposed. Traceability is not an administrative luxury but the difference between a targeted containment action and a broad recall (Das Goswami et al., 2024).
NHTSA’s public recall notice confirms the scale of the response: all Chevrolet Bolt EVs were recalled due to the risk of high-voltage battery pack fire. In engineering management terms, this is a field-containment failure of extraordinary consequence. The defect was not contained at cell production, module assembly, pack assembly, or vehicle release. Once the issue reached the fleet, the remedy required broad customer communication, software measures, replacement decisions, and significant reputational cost (General Motors, 2021; NHTSA, 2021). The detailed safety recall report for the campaign records the affected population, defect description, and remedy logic that a mature traceability system must be able to reproduce on demand (National Highway Traffic Safety Administration, 2023).
2.2 Detection Technologies and In-Line Control
Quality-control scholarship in battery manufacturing increasingly points toward in-line monitoring, inspection technologies, digital traceability, and real-time process control. The emerging literature on electrode manufacturing control argues that fixed recipe-based process control may be insufficient where electrode properties vary in ways that affect yield and performance. For managers, the message is that process control has to be active. A plant cannot assume that yesterday’s settings remain safe when material properties, coating conditions, humidity, equipment wear, and line speed change.
Manufacturing-defect detection is also evolving. X-ray computed tomography, machine vision, electrical tests, ultrasonic methods, thermal imaging, formation data, aging tests, and battery-management diagnostics all offer partial visibility. No single method is complete, so the engineering management problem is how to combine them into a cost-effective inspection strategy that detects high-consequence defects early enough. Over-inspection can slow production and raise cost. Under-inspection can produce recalls. The solution is risk-weighted inspection (Ploder et al., 2025).
It is worth borrowing perspective from older safety-critical industries, because battery manufacturing is repeating arguments that aerospace and medical-device engineering settled decades ago. Those fields learned that final inspection cannot certify safety on its own, that a defect’s danger depends on how it interacts with the rest of the system, and that the discipline which matters most is the traceable record connecting a part to the process that made it. They also learned that quality systems decay when they are treated as paperwork rather than as engineering. A battery plant that studies how aviation handles airworthiness directives, or how medical-device makers manage design history files and field-corrective actions, will recognize its own problem in a more mature form. The chemistry is new; the management lesson is not.
2.3 Reliability Measures and Statistical Modeling
Reliability engineering provides the language needed to manage that tradeoff. A defect occurrence rate tells managers how often variation appears. A detection rate tells managers how often the system catches it. A defect escape rate tells managers how often unsafe or unacceptable variation reaches the customer. Field failure data tell managers what escaped. Strong reliability governance links those four measures and updates process control when the pattern changes.
Logistic regression is well suited to the defect-escape problem because it estimates the probability of a binary outcome from multiple predictors. A cell may carry a safety-relevant defect beyond the detection system, or it may be contained. The explanatory variables can include process conditions, inspection results, supplier history, and diagnostic signals. Unlike a simple defect-rate table, logistic regression can show which variables matter most after controlling for other variables.
Survival or time-to-event regression adds another layer because battery failures may be delayed. A cell affected by contamination, coating irregularity, or separator damage may not fail immediately. It may show abnormal self-discharge, unusual impedance growth, thermal deviation, capacity fade, or BMS warning later. Time-to-event modeling helps managers ask whether certain process signatures are linked to earlier field warnings. That evidence can improve warranty strategy, fleet monitoring, and recall thresholds.
The literature also warns against overconfidence. More testing does not automatically mean better governance if the test is aimed at the wrong failure mode. A production line may achieve high end-of-line pass rates while missing rare combinations of defects. Battery manufacturing therefore requires a management system that pays attention to interactions. The Bolt case is important precisely because simultaneous rare defects mattered. Regression analysis can help detect interaction effects if the data are captured well.
2.4 Standards, Process Capability, and Digital Manufacturing
A second body of work sits beside the defect literature and rarely receives equal attention from technical readers: the standards and capability frameworks that translate safety intentions into auditable practice. Automotive functional safety under ISO 26262, quality-management discipline under IATF 16949, and transport-safety testing under the United Nations Manual of Tests and Criteria each shape how a battery plant is expected to document risk, qualify suppliers, and prove that a process remains in control. These frameworks matter to the present model because they define the evidence that the predictor variables are built from. A coating-uniformity figure or a supplier audit score is not free-floating data; it is the residue of a capability system that someone designed, ran, and signed.
Process-capability thinking adds a quantitative bridge between those standards and the escape model. Indices such as Cp and Cpk express how much of a process distribution sits safely inside its tolerance window, and they decay quietly as equipment wears, humidity drifts, or a new material lot behaves differently. A capable process is not a guarantee of safety, but a process whose capability is falling is an early and measurable warning that escape probability is about to rise. Manufacturing execution systems and the emerging use of digital twins make this visible in close to real time, linking machine settings, environmental readings, and inspection results to the identity of individual cells. The framework developed here assumes that kind of connected data environment, because without it the predictors can be defined on paper but never populated in practice.
Industry scale changes the economics of quality. In small-batch manufacturing, a rare defect may affect a few units. In battery manufacturing, production volume means even low defect probabilities can become large field populations. If one safety-relevant defect escapes in a million cells, a large pack and a large fleet can still create serious exposure. Engineering managers must therefore think in population terms rather than only percentage terms.
2.5 The Research Gap
The gap addressed here is is the connection between battery-defect science and engineering management practice. Technical literature explains defects and detection. Public recalls show consequences. Managers need a governing model that connects process variables with escape probability and time-dependent risk. The logistic and reliability regression framework developed here provides that connection.
Chapter 3: Methodology and Regression Framework
3.1 Research Design and Evidence Base
The study uses a case-informed engineering management design. Public evidence from the Chevrolet Bolt recall, GM and LG recall materials, NHTSA documentation, CATL reporting, Tesla’s 2025 Form 10-K, and recent lithium-ion battery defect research provides the factual base. The mathematical component develops regression models that can be implemented inside a battery manufacturer’s quality and reliability governance system. The paper does not claim access to confidential cell-level production data. It defines a model that such data could support.
3.2 The Logistic Defect-Escape Model
The primary outcome variable is Defect Escape Probability, abbreviated DEP. The binary response is coded as one when a cell, module, or pack reaches the field with a safety-relevant defect that should have been detected or contained, and zero when the defect is detected before release or when no safety-relevant defect is present. In practice, the unit of analysis can vary. A cell manufacturer may model cell escape. An automaker may model module or pack escape. A fleet-quality team may model vehicle-level exposure.
The logistic regression model is: logit(DEP) = β0 + β1PCR + β2CUD + β3SAV + β4MER + β5FAA + β6AAS + β7ICD + β8SPM + ε. PCR represents particle-contamination risk. CUD represents coating uniformity deviation. SAV represents separator alignment variation. MER represents moisture exposure risk. FAA represents formation and aging anomaly. AAS represents abnormal self-discharge signal. ICD represents inspection coverage depth. SPM represents supplier-process maturity. The signs of the coefficients should be interpreted carefully: the first six variables are expected to increase escape risk when they rise, while stronger inspection coverage and supplier maturity should reduce the risk.
The logistic transformation is necessary because probability is bounded between zero and one. The model estimates log odds and then converts them to probability: DEP = 1 / (1 + e^-z), where z is the regression score. A small change in a predictor can have a larger effect when the unit is near a high-risk threshold than when risk is already very low. This is useful for engineering managers because it supports threshold decisions. A process deviation may not require line stoppage by itself, but in combination with abnormal self-discharge and weak inspection coverage, the predicted escape probability may cross an unacceptable level.
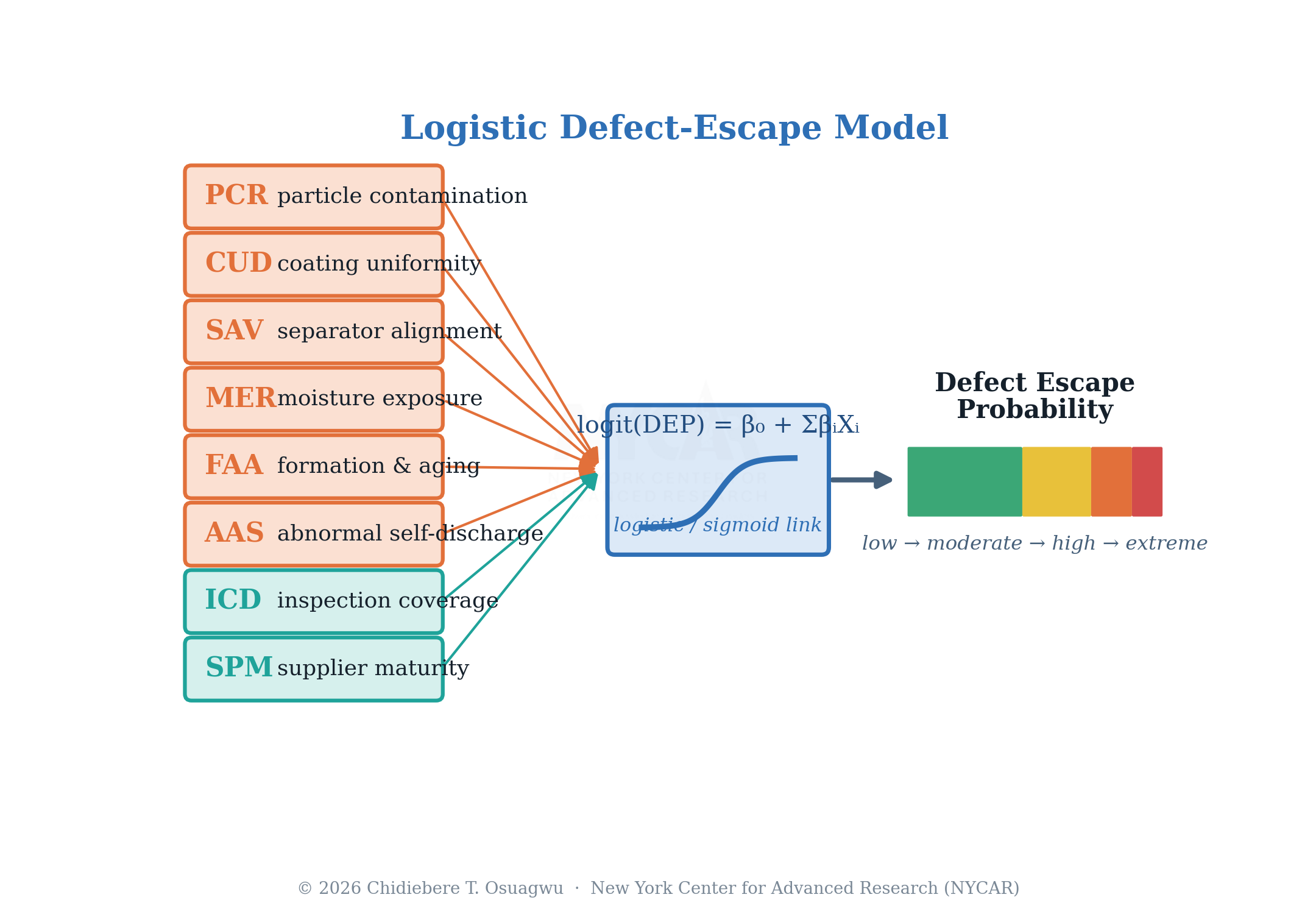
Figure 1. Logistic model linking manufacturing predictors to defect escape probability.
3.3 Time-to-Warning and Hazard Models
The second model is a reliability regression for time-to-warning. The model can use a Weibull accelerated failure-time form: ln(TW) = α0 + α1PCR + α2CUD + α3SAV + α4MER + α5FAA + α6BMS + σW. TW represents time to diagnostic warning, warranty claim, abnormal degradation signal, or confirmed failure. BMS represents battery management system anomaly strength. W is the random error term. If a coefficient is negative, higher values of that predictor shorten time to warning. This is valuable because not all defective units fail immediately.
A proportional hazards form may also be used: h(t|X) = h0(t) exp(θ1PCR + θ2CUD + θ3SAV + θ4MER + θ5FAA + θ6BMS). The hazard is the instantaneous risk of a warning or failure at time t given survival to that point. The model allows reliability teams to ask whether specific manufacturing signatures increase hazard over operating time. For field fleets, this is often more informative than a single pass/fail label.
3.4 Data Requirements and Variable Definitions
The model requires disciplined data capture. Particle contamination indicators may come from cleanroom monitoring, foreign-object detection, or inspection records. Coating uniformity deviation may come from electrode thickness data, mass loading variation, edge quality, and drying conditions. Separator alignment variation may come from imaging and assembly process measurements. Moisture exposure may be captured through dry-room conditions, electrolyte handling, and process-time exposure. Formation and aging anomalies may come from voltage behavior, capacity, impedance, self-discharge, and temperature response.
Inspection coverage depth is a governance variable. It measures whether high-risk conditions receive additional inspection, whether data from inspection systems are stored and linked to unit identity, and whether the inspection method is sensitive to the suspected defect. Supplier-process maturity measures audit performance, process capability, corrective-action closure, traceability completeness, and historical defect patterns. These variables connect plant operations to management accountability.
The Chevrolet Bolt recall supports the model’s focus on interaction. If two rare manufacturing defects must appear in the same cell to create elevated fire risk, then a simple one-variable defect model is not enough. The logistic model should allow interaction terms, such as β9(PCR × SAV) or β10(CUD × FAA), where engineering evidence justifies them. Interaction terms help managers see whether two moderate signals together create unacceptable risk.
3.5 The Recall Exposure Index
The study also proposes a Recall Exposure Index, abbreviated REI. REI = Exposed Units × DEP × Severity Weight × Detection Delay Factor. Exposed Units is the population potentially affected by the process condition. Severity Weight reflects safety consequence. Detection Delay Factor rises when the issue remains undiscovered for longer periods or when traceability is weak. REI is not a legal measure. It is a governance measure that tells leaders how serious containment decisions have become.
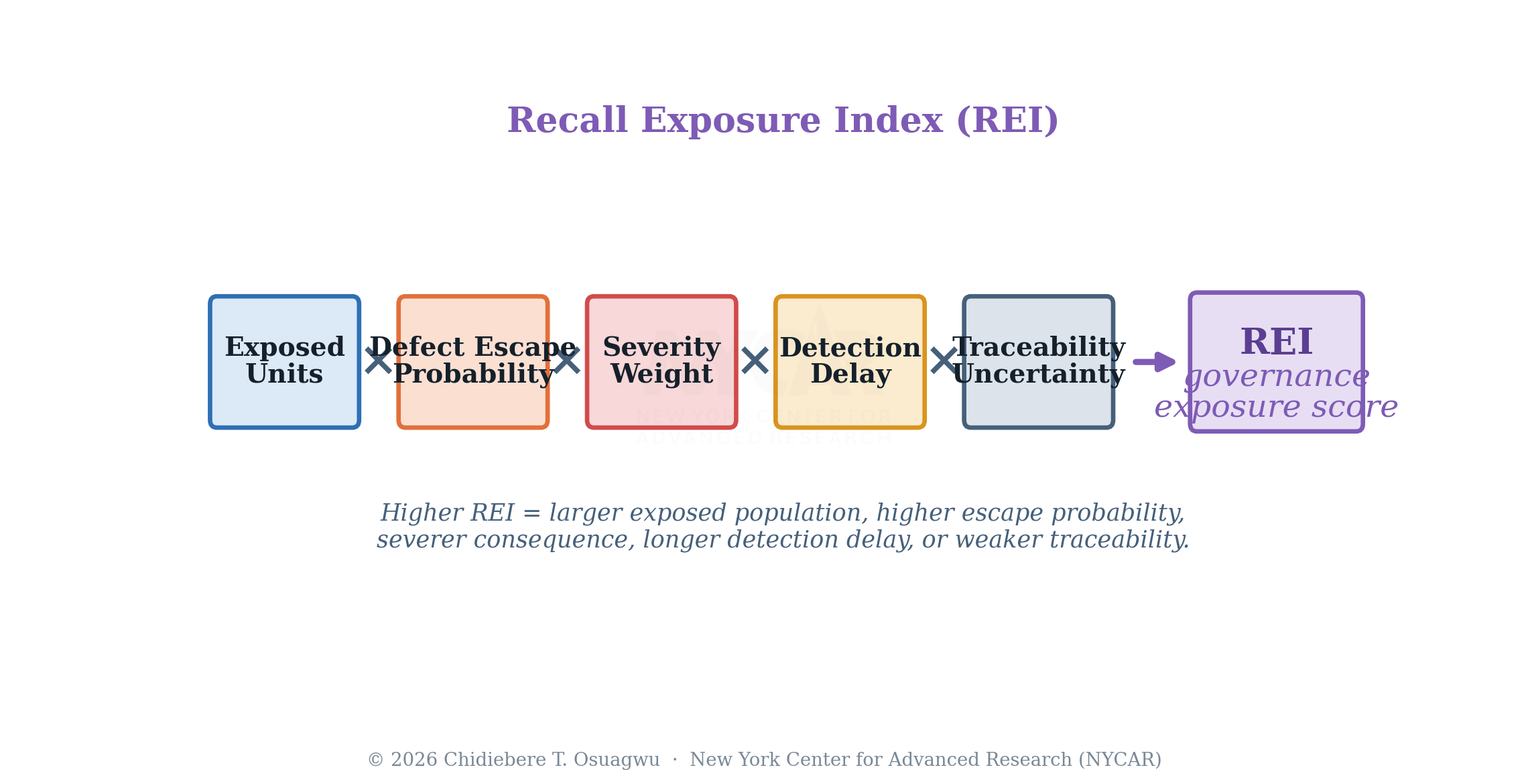
Figure 2. Drivers of the Recall Exposure Index.
Validity is protected by separating verified public facts from implementable model design. NHTSA and GM documents support the importance of battery-fire recall and manufacturing-defect interaction. CATL reporting supports the scale of the global battery industry. Tesla’s Form 10-K supports the scale of engineering investment in EV technology firms. The recent defect literature supports the importance of contamination, process variation, and detection. The regression model defines how these categories can be translated into quality governance.
The limitation is clear: without plant-level data, coefficients cannot be estimated here. That does not weaken the method but prevents false precision. The contribution is a rigorous model specification and a management interpretation that battery manufacturers, automakers, suppliers, auditors, or regulators could use when data are available.
3.6 Model Assumptions, Boundaries, and Validation
The logistic model requires a clear definition of “safety-relevant defect.” The definition should not include every cosmetic or performance deviation. It should include defects or combinations of defects that can contribute to thermal runaway, internal short circuit, abnormal degradation, loss of isolation, excessive heating, significant capacity imbalance, or safety-related field action. Without this definition, the model will either become too broad to guide action or too narrow to catch serious patterns.
The unit of analysis should be selected deliberately. Cell-level modeling is best for process control and supplier quality. Module-level modeling helps identify assembly interactions and grouping effects. Pack-level modeling connects thermal, electrical, mechanical, and BMS conditions. Vehicle-level modeling helps warranty and field teams. A mature organization may operate all four levels and link them through traceability. The danger is to use one level of analysis and assume it answers all questions.
The model should include sampling uncertainty. Battery manufacturers do not inspect every feature of every cell with every possible method. Sampling plans create residual risk. A regression system can include inspection coverage depth, but managers should also model the false-negative rate of inspection methods. A technology that detects large contamination particles may miss smaller particles. A test that identifies early self-discharge may not detect mechanical separator vulnerability.
Interaction terms should be used with engineering discipline. It is tempting to add many interactions because production processes are complex. Too many interactions can overfit the model and confuse decision-making. The better practice is to include interaction terms when failure physics, root-cause evidence, or credible expert judgment indicates that two variables become more dangerous together. The Bolt case supports this principle because the simultaneous presence of rare defects mattered.
The survival model should distinguish between different event definitions. Time to diagnostic warning is not the same as time to customer complaint, warranty claim, thermal event, or confirmed root-cause failure. Each event has value, but each reflects a different stage of detection. A strong reliability program models early warnings separately from severe outcomes. Waiting for severe outcomes wastes information.
Censoring must also be handled correctly. Many batteries will not have failed or produced a warning by the end of the observation period. Survival methods are useful because they can use such censored data rather than discarding it. Engineering managers do not need to become statisticians, but they should understand that simple averages of failed units can mislead when many units remain in service.
The Recall Exposure Index can be expanded with traceability confidence. If traceability confidence is high, the exposed population may be narrow. If confidence is low, the exposed population must be wider. A traceability multiplier can be added: REI = Exposed Units × DEP × Severity Weight × Detection Delay Factor × Traceability Uncertainty. This form makes poor data discipline visible as a risk amplifier.
3.7 Discrimination, Calibration, and Predictor Correlation
A specification is only half of a usable model; the other half is knowing how to judge whether the fitted version earns trust. Two qualities deserve separate attention. Discrimination asks whether the model ranks units correctly, separating those that escape from those that do not, and it is commonly summarized by the area under the receiver-operating characteristic curve. Calibration asks a quieter but equally important question: when the model predicts a five-percent escape probability, does roughly five percent of that group actually escape? A model can discriminate well yet remain poorly calibrated, and for containment decisions calibration is the property that keeps thresholds honest. A reliability program should therefore report both, alongside a measure such as the Brier score that rewards confident predictions only when they prove correct.
Correlation among the predictors needs the same candor. Particle contamination, coating deviation, and moisture exposure are not independent in a real plant; a humid week or a tired coater can move several of them together. Strong collinearity does not bias the predicted probabilities, but it inflates the uncertainty around individual coefficients and can make the model appear to disagree with engineering intuition about which variable matters most. The practical response is to examine variance-inflation factors, to keep interaction terms grounded in failure physics rather than curiosity, and to resist the temptation to read a single coefficient as a clean causal lever. The model earns its authority by predicting escape well, not by pretending that each process variable acts alone.
Because chemistries, suppliers, and equipment change, the model should also be treated as something that learns rather than something that is fixed once. Bayesian updating offers a disciplined way to fold new field evidence into existing coefficients, letting a confirmed escape or a clean production run shift the estimates by an amount that reflects how much data already stood behind them. This protects the plant from two opposite errors: overreacting to a single dramatic event, and ignoring a slow accumulation of warnings that, taken together, signal that the process has moved.
Sample adequacy deserves a sober word as well, because a model can be specified perfectly and still be starved of the evidence it needs. Safety-relevant escapes are, by design, rare events, and logistic regression behaves poorly when the number of such events is small relative to the number of predictors. A common engineering rule of thumb asks for roughly ten observed events for each variable the model tries to estimate, which means a plant studying eight predictors and a handful of escapes simply does not yet have enough signal to trust individual coefficients. The honest response is not to abandon the model but to widen the evidence base through pooled supplier data, accelerated testing, and carefully defined near-miss events, while reporting uncertainty plainly. A model that admits what it does not yet know is more useful to a safety board than one that projects false confidence from thin data.
The model should be validated against field outcomes. If a plant’s predicted high-risk groups do not show elevated warranty or diagnostic signals, the model may be too conservative or poorly specified. If field failures appear in groups predicted to be low risk, the model is missing variables or failing to capture interactions. Validation protects the model from becoming decorative.
Read also: Sustainable Strategy In Resource-Constrained Firms
Table 1
Battery manufacturing evidence and reliability governance use
| Evidence | Verified detail | Engineering management use |
| Chevrolet Bolt recall | All 2017-2022 Bolt vehicles were recalled for high-voltage battery fire risk. | Defect escape, traceability, and field containment. |
| GM and LG root cause | Two rare manufacturing defects in the same battery cell were identified as the root cause in certain fires. | Interaction effects and high-consequence defect combinations. |
| CATL 2025 report | Operating revenue was RMB 423.7 billion, with net profit of RMB 72.2 billion. | Scale discipline and manufacturing governance at volume. |
| Tesla 2025 Form 10-K | R&D expense reached $6.411 billion, about 7 percent of revenue. | Engineering investment context for EV systems reliability. |
Table 2
Regression variables for battery defect escape and time-to-warning
| Variable | Meaning | Engineering measurement |
| DEP | Defect escape probability | Probability that a safety-relevant defect reaches field use. |
| PCR | Particle-contamination risk | Cleanroom or inspection evidence of foreign matter exposure. |
| CUD | Coating uniformity deviation | Electrode thickness, mass loading, and drying variation. |
| SAV | Separator alignment variation | Assembly imaging and alignment tolerance data. |
| MER | Moisture exposure risk | Dry-room and process exposure history. |
| FAA | Formation and aging anomaly | Voltage, impedance, capacity, temperature, and self-discharge behavior. |
| ICD | Inspection coverage depth | Sensitivity and coverage of detection methods. |
| SPM | Supplier-process maturity | Audit performance, traceability, and corrective-action strength. |
Chapter 4: Case Analysis and Engineering Findings
4.1 The Defect-Escape Pathway Through the Value Chain
The Chevrolet Bolt case remains central because it shows how manufacturing risk can travel quietly through the value chain. A cell defect begins inside a supplier’s process. It moves into a module. The module moves into a pack. The pack enters a vehicle. The vehicle enters a driveway, garage, or public charging environment. When the issue becomes visible, the customer does not experience it as a supplier-process deviation. The customer experiences it as a vehicle safety problem. Engineering management has to govern across that chain.
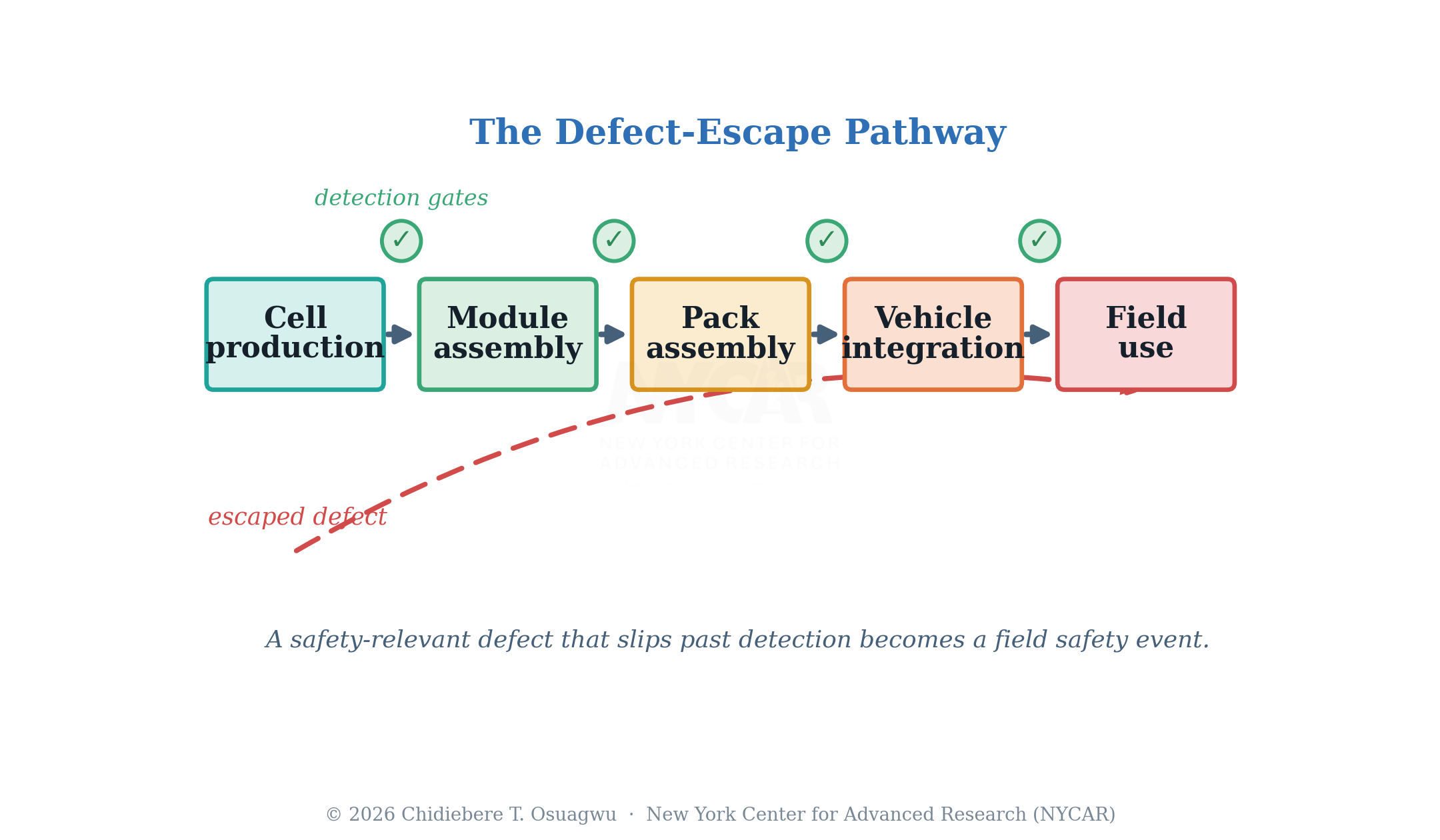
Figure 3. The defect-escape pathway from cell production to field use.
4.2 Interaction Effects and Logistic Interpretation
The phrase “two rare manufacturing defects in the same battery cell” should receive serious attention. It indicates that the root cause was not a common defect acting alone. It was an unfavorable combination. This matters because many quality systems are designed to detect single, known defects. They are less effective when risk emerges from defect interaction, marginal process drift, or a combination of indicators that appear harmless separately. Battery manufacturing governance must therefore pay special attention to interaction and correlation.
Logistic regression supports that need. Suppose a plant has low particle contamination, tight coating uniformity, strong separator alignment, stable dry-room control, normal formation data, and high inspection coverage. The estimated escape probability should be low. If particle contamination rises slightly but all other variables remain strong, the model may still stay below the containment threshold. If particle contamination rises while separator variation and formation anomaly also rise, the interaction may push risk across the threshold. The manager then has statistical grounds for containment rather than relying on intuition.
4.3 Early Versus Late Accountability
The battery industry should not treat recall as the beginning of accountability. Recall is late accountability, while early accountability appears in process-capability review, cleanroom discipline, electrode controls, dry-room monitoring, assembly precision, formation analytics, and aging-data review. The difference is not academic. Early accountability catches a problem when the affected population is still small, whereas late accountability often requires public warning, customer disruption, regulator involvement, and broad remedy.
4.4 Scale, Traceability, and Field Learning
CATL’s 2025 reported revenue and net profit show the scale at which battery manufacturing now operates. High scale creates advantages in learning, automation, supplier influence, and investment capacity. It also raises the consequence of systematic process variation. A minor process-control weakness repeated across high-volume production can become a large field population. Engineering managers in large battery firms must therefore think statistically before they think episodically (CATL, 2026).
Scale also pushes the problem upstream into the raw-material and supplier base, where much of the variation that later appears as a field signal is actually born. Cathode and anode active materials, electrolyte formulations, separators, foils, and binders all arrive with their own lot-to-lot variation, and a change of mine, refiner, or sub-supplier can shift a material property in ways that a downstream plant only discovers through formation behavior weeks later. A manufacturer that treats incoming material as interchangeable, certified once and forgotten, is effectively blind to one of the largest sources of escape risk. The stronger practice is to treat key material characteristics as predictors in their own right, to qualify second sources before they are needed rather than during a shortage, and to keep the supplier’s process history linked to the cells it eventually becomes. Resilience and reliability meet at this point, because a supply chain optimized only for cost can quietly raise the very escape probability the plant is working to lower.
Tesla’s R&D spending indicates the broader context in which battery manufacturing reliability sits. EV firms are not simply assembling vehicles; they are developing integrated systems of battery hardware, power electronics, software, thermal controls, diagnostics, charging, automation, and manufacturing processes. Reliability governance must connect those layers. A battery pack’s field behavior may reflect cell production, pack design, thermal management, BMS logic, charging conditions, customer use, and software updates. A plant-only quality model is necessary but not sufficient (Tesla, 2026).
The field lesson from recalls is that traceability determines the scope of pain. If a manufacturer can trace a defect to a narrow date range, line, process condition, supplier lot, or cell population, containment can be targeted. If traceability is weak, the exposed population becomes larger because the company cannot prove which units are safe. Traceability is therefore not just a compliance requirement. It is an economic and ethical safeguard.
Engineering managers should also recognize that the most dangerous defects may not be the easiest to detect. Surface scratches, missing labels, dimensional variation, and obvious leakage can be found with mature inspection systems. Internal contamination, separator defects, electrode misalignment, drying irregularities, and abnormal electrochemical behavior may require deeper measurement. The inspection plan must match the failure mode, not the convenience of the equipment already installed.
Formation and aging data are especially valuable because they reveal how the cell behaves after manufacturing steps are completed. Voltage relaxation, impedance, self-discharge, capacity, and temperature behavior can all provide early warning of abnormality. These data should not be used only to sort cells into pass/fail bins. They should feed predictive models. A cell that technically passes may still sit in a higher-risk region of multivariate space.
Multivariate monitoring is the natural extension of that idea. A cell that clears every individual limit can still sit in an unusual corner of the combined distribution, where coating, impedance, self-discharge, and temperature behavior together look unlike the healthy population even though no single number is alarming. Techniques as familiar as principal-component analysis or Hotelling’s statistic let a plant watch the joint behavior of many measurements rather than policing them one at a time, and they are well matched to the Bolt lesson that danger lived in a combination rather than in any one defect. The point is not statistical sophistication for its own sake; it is that batteries fail in patterns, and a monitoring system that can only see one variable at a time will keep missing the patterns that matter most.
The logistic model can support production decisions at several levels. At the line level, it can trigger a hold when predicted escape probability rises. At the supplier level, it can compare process maturity and defect interaction across plants. At the vehicle level, it can identify packs that deserve diagnostic follow-up. At the executive level, it can quantify whether containment should be limited, expanded, or elevated to safety review.
The reliability regression adds time. A defect that does not create immediate failure may still shorten time to warning. For example, a cell with abnormal self-discharge may pass initial release but show accelerated degradation. A Weibull model can estimate whether units with certain production signatures show earlier warnings. This matters for warranty and field monitoring because some risks are temporal rather than immediate.
A battery management system can support governance only if its diagnostic signals are integrated with manufacturing data. Field warnings without manufacturing context may lead to broad fleet concern. Manufacturing records without field signals may underestimate risk. The strongest reliability systems join both. A BMS anomaly can be traced back to plant, line, lot, formation data, operator shift, material batch, and inspection results. That join is where learning occurs.
The Recall Exposure Index developed in the methodology helps leaders compare containment decisions. A severe but narrowly traceable defect may have a lower index than a moderate defect with poor traceability and a large exposed population. The index forces managers to account for population, probability, severity, and detection delay. It should be reviewed by a cross-functional safety board rather than left inside one department.
Regulators and insurers are likely to expect stronger evidence as EV fleets grow. Public safety agencies do not need access to every proprietary process parameter, but they do need confidence that manufacturers can identify exposed populations, explain root causes, and implement remedies. A company that cannot connect field events back to manufacturing evidence will face harder questions when failures occur.
The most important finding is that battery reliability governance must be layered. Prevention reduces defect occurrence. Detection reduces escape. Traceability reduces recall scope. Diagnostics reduce time to discovery. Statistical modeling improves decision thresholds. Leadership accountability ensures that production pressure does not override safety evidence. None of these layers is sufficient alone. The strength lies in their combination.
4.5 The Cost of Quality and the Economics of Escape
The case also has an economic reading that engineering managers ignore at their peril. Quality costs fall into familiar categories: prevention, appraisal, internal failure, and external failure, and their relative sizes tell a story about where an organization has chosen to spend its attention. Prevention and appraisal are paid in advance and are largely visible on a budget line. External failure is paid later, often in public, and includes recall logistics, replacement hardware, legal exposure, regulatory engagement, depressed residual values, and the harder-to-measure erosion of brand trust. The Bolt campaign is a vivid example of how a defect that would have cost relatively little to catch at the cell or module stage became an expensive, fleet-wide obligation once it had escaped.
The logistic model and the Recall Exposure Index give this economic logic a usable shape. If a manager can estimate the probability that a lot carries a safety-relevant escape and can multiply it by the exposed population, the severity of the failure mode, and the delay before discovery, then the expected cost of inaction becomes comparable with the concrete cost of additional inspection, a production hold, or a supplier intervention. Framed this way, deeper inspection on a high-energy product stops looking like an expense that hurts yield and starts looking like the purchase of a smaller, earlier, more controllable failure in place of a larger, later, public one. The discipline is to make that comparison before a crisis, when the numbers are still hypothetical, rather than after, when they are painfully real.
Battery manufacturing lines produce enormous quantities of data, but data volume does not guarantee learning. A plant may collect coating thickness, drying temperature, humidity, formation voltage, aging behavior, inspection images, torque records, and BMS signals without connecting them into a usable reliability story. Engineering management must turn data into evidence. That requires identifiers, clean timestamps, common definitions, accessible storage, and analysts who understand both statistics and manufacturing physics.
The cleanroom and dry-room environment deserves board-level respect because small changes can matter. Moisture exposure, particle contamination, and handling discipline are not routine housekeeping topics. They can influence electrochemical stability and defect risk. Managers sometimes focus on equipment automation while underestimating environmental control. A highly automated process inside a poorly controlled environment can still produce unsafe variation.
Electrode coating is another critical domain. Uniformity, edge quality, drying conditions, and material loading affect cell consistency. Variability at this stage may not be visible to a customer, yet it can influence capacity balance, impedance, heat generation, and aging behavior. Coating data should therefore be treated as reliability evidence, not simply yield data. A cell that passes a final test may still carry a process history that increases risk over time.
Formation and aging occupy a unique position because they expose the cell’s behavior after assembly. These steps are sometimes viewed as production bottlenecks because they consume time and capital. That view is incomplete, because formation and aging create some of the richest evidence available to a manufacturer. Reducing cycle time without preserving detection power can be dangerous. The proper management question is how to extract more information from formation and aging, not merely how to shorten them.
End-of-line testing has limits. It can identify many defects, but it cannot prove that every unit will remain safe across years of charging, fast charging, temperature exposure, vibration, aging, and customer behavior. A battery pack is not a static object. Its condition changes through use. That is why field diagnostics and reliability regression matter. The quality system has to extend beyond the factory gate.
Manufacturers should pay close attention to false reassurance from low incident counts. If a fleet has millions of cells and only a few visible failures, leaders may assume the system is safe. That conclusion may be correct, yet it deserves to be tested against exposure rather than assumed. A few severe events in a large population can still indicate a meaningful defect pathway if the consequence is high and the failure mode is credible. Safety-critical engineering cannot rely on rarity alone.
The Bolt recall also raises an important question about communication. Customers were asked to respond to fire-risk instructions, recall remedies, and software updates. When a technical defect becomes public, communication must be precise, honest, and usable. Engineering teams support this by clarifying what is known, what is being tested, which units are affected, what interim actions are needed, and how the remedy changes risk. Poor communication can turn technical uncertainty into public fear.
CATL’s scale highlights a different lesson: world-class battery manufacturing must combine cost discipline with safety discipline. Large producers face intense pressure to lower cost per kilowatt-hour, increase energy density, expand capacity, and satisfy customers across vehicle and energy-storage markets. Those pressures are legitimate, but they cannot be allowed to weaken process control. The companies that endure will be those that make safety compatible with scale, not those that treat safety as friction.
Tesla’s R&D intensity points toward the integration challenge. Battery performance is shaped not only by cell manufacturing but by vehicle thermal design, power electronics, charging strategy, software updates, and user behavior. A manufacturing model that ignores pack design or BMS logic may miss system-level safety. Engineering managers should connect manufacturing quality reviews with product engineering, software diagnostics, and field reliability teams.
Warranty data can be misleading if examined without context. A customer complaint may arise from charging equipment, driving conditions, software interpretation, service error, or actual cell defect. Regression models should therefore distinguish between confirmed root-cause categories and broad claims. If every warranty event is treated as a battery manufacturing defect, the model becomes noisy. If too few events are investigated deeply, the model becomes blind.
A mature battery manufacturer should maintain a closed-loop corrective-action system. Field signals trigger investigation. Investigation links to manufacturing records. Root-cause analysis identifies process or design contributors. Corrective action changes controls. The model is updated. The next production lots are monitored for improvement. This loop is easy to describe but difficult to maintain under production pressure. Leadership has to protect it.
The strongest plants also build a culture where stopping shipment is possible. If a line engineer believes that raising a defect concern will be treated as disloyalty to output targets, the quality system has already weakened. Battery safety depends on people being able to say that the evidence is not good enough. Statistical models work only when the organization is willing to act on them.
The role of automation should be kept in proportion. Automated inspection can increase speed and consistency, but it still depends on correct sensor placement, calibration, algorithm training, defect libraries, maintenance, and review of false negatives. Automation offers no moral guarantee, and engineering managers must govern automated systems with the same seriousness they bring to manual processes.
The field also needs stronger cross-company learning. Battery manufacturers may hesitate to share defect information for competitive or legal reasons, yet safety improves when the industry understands common pathways. Regulators, standards bodies, and professional associations can help create channels for anonymized learning. The aim is not to expose proprietary process details. It is to prevent the same safety lessons from being learned only after repeated public failures.
Cell balancing and pack integration create another layer of risk. A cell that appears acceptable alone may behave differently when grouped with other cells in a module or pack. Variation in capacity, impedance, self-discharge, and thermal behavior can produce stress on the pack-management system. Manufacturing governance should therefore include matching logic and module-level risk assessment. Cell quality cannot be treated as isolated if the product is ultimately a pack.
Thermal management should be linked to manufacturing evidence. A pack with strong cooling design may tolerate some variation better than a design with narrow thermal margins. Conversely, a manufacturing deviation that looks moderate at cell level may become more serious in a pack design with limited heat-spreading capacity. Reliability models should therefore include design margins where available. Process quality and product design are not independent contributors to field safety. Research on battery thermal management systems reinforces this point, showing how pack-level cooling and thermal design can prevent or suppress thermal runaway even when an individual cell deviates from its expected behavior (Tai et al., 2025).
Charging behavior also affects field risk. Fast charging, high state of charge, high ambient temperature, and repeated thermal cycling can expose weaknesses that ordinary end-of-line tests do not reveal. Manufacturers cannot control every customer behavior, but they can design diagnostics and usage policies that reduce risk. Field models should therefore include operating conditions when assessing time-to-warning or degradation behavior.
The used-vehicle market adds a further governance concern. Battery packs move beyond the first owner. Diagnostic transparency, state-of-health reporting, service history, and recall completion all shape second-hand trust. A manufacturer with weak battery traceability may create uncertainty not only for new-vehicle customers but for used-vehicle buyers, insurers, fleet operators, and recyclers. Reliability governance therefore extends across the product life cycle.
Battery recycling and second-life use also depend on accurate quality records. A pack removed from a vehicle may still hold substantial value, but its safe reuse depends on condition evidence. If manufacturing and field histories are incomplete, second-life decisions become more uncertain. Engineering management should think about end-of-life data at the beginning of life. Traceability that protects recall decisions can also support circular value.
The cost of over-containment should also be acknowledged. If a manufacturer recalls or replaces too broadly because it lacks traceability, it spends money, disrupts customers, and consumes scarce service resources. If it contains too narrowly, it leaves risk in the field. Logistic regression and exposure indexing help navigate that tension by making the basis of containment explicit. Precision is both a safety and economic virtue.
The role of service networks is often underestimated. A recall remedy may be technically sound but operationally weak if dealers or service centers lack training, tools, parts, diagnostic access, or scheduling capacity. Engineering managers should include service readiness in containment planning. A field action that cannot be executed quickly may extend customer exposure and erode trust.
Battery safety governance also requires clear authority over software remedies. Diagnostic software can monitor packs, limit charging, or identify units for replacement. Such remedies may reduce risk, but they must be validated. A software remedy that lowers customer utility without explaining why may damage trust. A remedy that misses affected units may damage safety. Software decisions should therefore be reviewed alongside hardware evidence.
Chapter 5: Managerial Implications and Recommendations
5.1 Governing the Defect-Escape Pathway
Battery manufacturers should organize quality governance around the defect-escape pathway. The pathway begins with process design, moves through material control, electrode production, cell assembly, formation, aging, module and pack assembly, vehicle integration, field diagnostics, and warranty response. Each stage should have clear indicators, containment authority, and escalation rules. A failure at any stage should update the risk model rather than disappear into local correction.
The logistic regression model should be implemented as a live quality tool, not as an annual analytical project. High-risk predictors should be refreshed daily or by production lot. The model should identify whether current process conditions are moving toward higher escape probability. Production teams should not wait until a defect is confirmed by field data. The purpose of predictive governance is to act while the exposed population is still small.
5.2 Thresholds, Interaction Terms, and Live Modeling
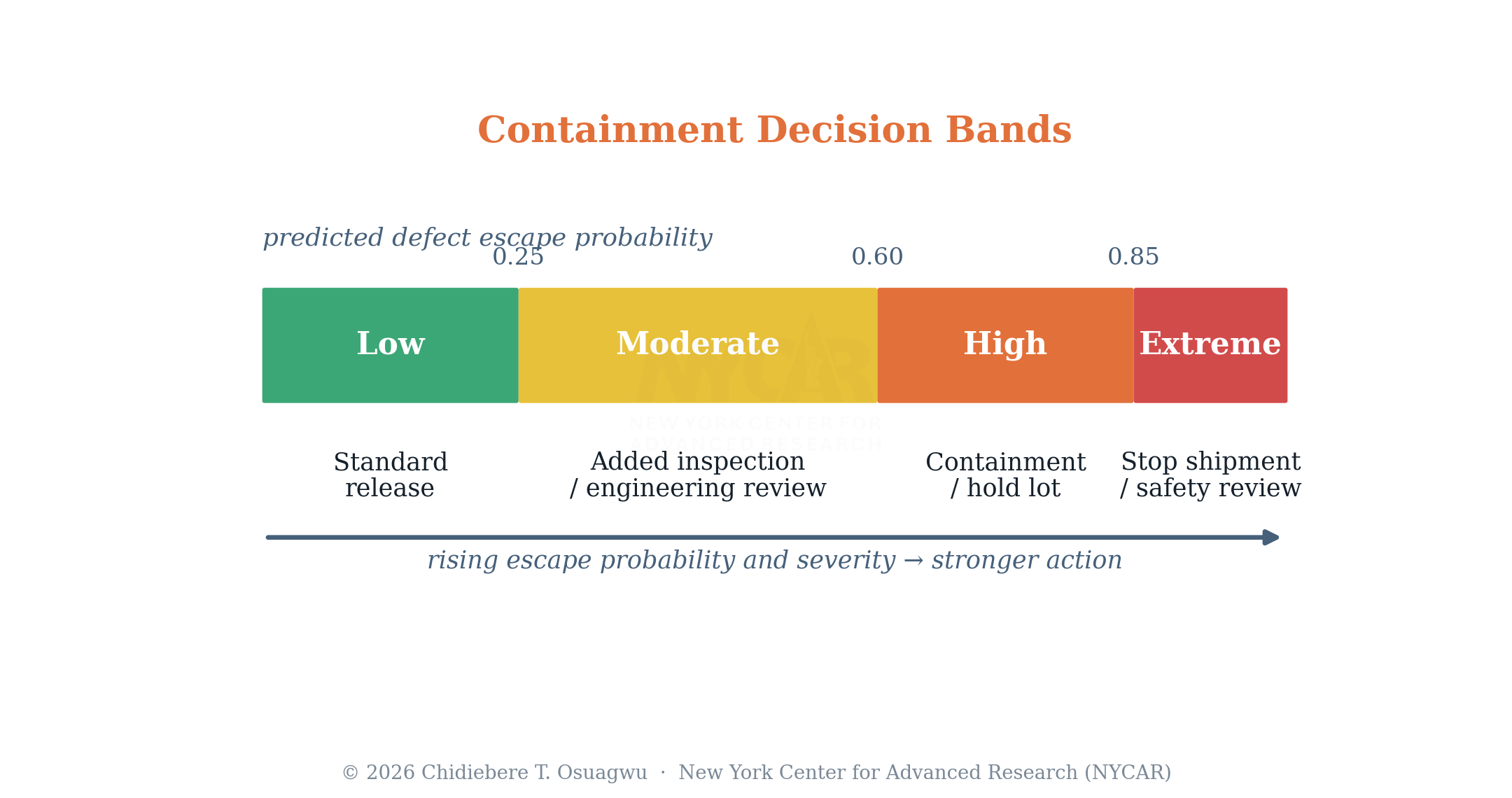
Thresholds must be decided before production pressure rises. A plant should define risk bands for predicted defect escape probability. Low risk allows standard release. Moderate risk requires added inspection or engineering review. High risk triggers containment. Extreme risk stops shipment. The bands should be linked to severity. A low-probability cosmetic defect and a low-probability thermal runaway pathway do not deserve the same treatment.
Figure 4. Containment decision bands by predicted defect escape probability.
Interaction terms deserve special governance. If historical evidence or engineering analysis shows that two defects together create high consequence, the model should not wait for a large sample of failures. Battery safety cannot require thousands of accidents before recognizing an interaction. Engineers can justify interaction terms from failure physics, process knowledge, and case evidence. Statistical methods should support engineering judgment, not paralyze it.
5.3 Traceability and Risk-Weighted Inspection
Manufacturers should strengthen traceability down to the smallest practical unit. Cell identity, material lot, equipment condition, process parameters, formation curves, aging data, inspection results, module placement, pack identity, and vehicle identity should be connected. The aim is not data hoarding. The aim is recall precision. If the company cannot trace, it cannot contain narrowly. If it cannot contain narrowly, customers and regulators absorb uncertainty.
Inspection strategy should be risk-weighted. High-energy products justify deeper inspection where failure consequence is severe. Machine vision, X-ray methods, electrical tests, thermal imaging, ultrasonic detection, and aging analytics should be selected according to the defect modes most likely to harm safety or durability. Inspection investment should not be judged only by immediate yield. It should also be judged by avoided recall exposure and protected trust.
5.4 Supplier, Field, and Software Governance
Supplier governance should move beyond annual audits. Battery safety depends on continuous process evidence. Suppliers should provide process capability data, nonconformance history, corrective-action performance, material-control records, and traceability compatibility. Buyers should retain the right to conduct deeper reviews when process changes, field signals, or defect trends suggest elevated risk. A supplier relationship that prevents the buyer from seeing enough evidence is not mature enough for safety-critical production.
Formation and aging analytics should receive executive attention. These data sets are often rich but underused. They can reveal subtle abnormality that ordinary dimensional inspection will not catch. Engineering managers should ensure that formation data are stored, modeled, and connected to field performance. The plant should not discard the very evidence that could later explain a fleet pattern.
Field diagnostics should be designed with manufacturing learning in mind. A BMS warning that cannot be linked to manufacturing history is less useful than one that can. The manufacturer should design data flows so that abnormal field behavior can be traced back to process variables. Privacy, cybersecurity, and customer consent must be respected, but those obligations do not remove the need for reliability learning.
5.5 Safety Review and Executive Reporting
Recall governance needs an independent safety review path. Production leaders may feel pressure to avoid shipment holds or broad containment. Commercial leaders may fear public disclosure. Engineers may disagree about root cause. A safety board with authority over containment decisions can prevent slow drift. The board should include manufacturing engineering, reliability, legal, safety, field quality, supplier quality, and senior leadership.
The Recall Exposure Index should become part of executive reporting. Leaders should see exposed population, predicted escape probability, severity weight, traceability confidence, and detection delay. A risk that remains hidden for months deserves attention even if confirmed failures are few. The index makes delay visible. It also helps management justify expensive containment before a larger failure pattern appears.
5.6 People, Incentives, and Launch Discipline
Battery firms should train engineering managers in statistical thinking. Process capability, logistic regression, survival analysis, interaction effects, sampling risk, and false-negative exposure are not specialist topics only for data scientists. They are part of modern manufacturing leadership. A manager who cannot interpret probability may either overreact to noise or underreact to serious signals.
Production targets must not be allowed to weaken quality gates. High-volume battery manufacturing is capital intensive, and plant utilization matters. Yet the economic logic of speed collapses when a recall destroys trust. The most disciplined plants do not treat quality as an obstacle to throughput. They treat stable process control as the basis of throughput.
The final management recommendation is to connect battery quality to customer trust explicitly. Customers do not know the details of coating uniformity, separator alignment, or formation curves. They know whether the vehicle is safe, whether recalls are handled honestly, whether range remains credible, and whether the company communicates clearly. Engineering quality becomes brand trust through field behavior. That connection should influence how leaders allocate resources to prevention, inspection, and traceability.
Battery manufacturers should create a Safety-Relevant Process Change Board. Any change in material supplier, coating recipe, drying profile, cell format, separator, electrolyte, line speed, formation protocol, inspection method, or BMS diagnostic logic should be reviewed for escape-risk implications. The board should not slow every improvement. It should identify which changes alter the assumptions behind the current quality model.
The organization should also maintain a defect taxonomy that is shared across engineering, manufacturing, supplier quality, field quality, and service. A defect called one thing in the plant and another thing in the field cannot be modeled cleanly. The taxonomy should distinguish occurrence, detection, containment, escape, field warning, confirmed failure, and safety event. This vocabulary is the grammar of reliability governance.
Managers should invest in data-linking infrastructure before the next crisis. It is too late to build traceability when vehicles are already in customer hands and a defect is suspected. The plant should be able to retrieve all relevant process and inspection history for a cell, module, pack, and vehicle quickly. The time required to answer basic exposure questions is itself a measure of governance quality.
Quality incentives should be aligned with long-term reliability. If managers are rewarded mainly for daily output and yield, they may underweight early warning signals. Incentives should also reflect containment quality, corrective-action closure, field performance, audit results, and reduction in defect escape risk. The organization should not ask people to protect safety while rewarding them only for speed.
5.7 Cybersecurity and Over-the-Air Remedy Governance
As remedies increasingly arrive through software, the governance of that software becomes part of reliability itself. A modern battery pack is monitored and partly controlled by code that can be updated remotely, which means that detection capability, charging limits, and even the definition of an abnormal signal can change after the vehicle has left the plant. That power is valuable, because it allows a manufacturer to contain a newly understood risk without recovering every vehicle physically. It is also a responsibility, because an over-the-air change that quietly reduces range or alters behavior without clear explanation can damage trust as surely as a hardware fault, and a diagnostic pipeline that is not secured can become a safety problem in its own right.
Reliability governance should therefore record which diagnostic version is active in which fleet population, treat changes to detection logic with the same change-control rigor applied to a coating recipe, and protect the integrity and confidentiality of the data that flow back from the field. When a field signal is interpreted, the organization needs to know whether the baseline against which it was judged was the original software or a later revision. Without that discipline, two vehicles with identical hardware histories can produce different warnings for reasons that have nothing to do with their cells, and the learning loop that the whole system depends on begins to blur.
Battery firms should treat software diagnostics as part of quality governance. BMS algorithms can detect abnormal behavior, limit operation, trigger service, or support recall decisions. Software updates may also modify detection capability. The quality organization should therefore know which diagnostic version is active in which fleet population. A field signal cannot be interpreted properly if the diagnostic baseline is unclear.
Regulators should encourage traceability and evidence quality rather than only reactive recalls. Public safety improves when manufacturers can identify exposed populations quickly and narrowly. Regulatory expectations around data retention, defect reporting, and field monitoring can strengthen industry discipline while still allowing innovation. The goal is not to make battery production defensive. It is to make scale credible.
Automakers should avoid over-reliance on supplier assurances. Supplier responsibility matters, but the vehicle brand owns the customer relationship. Automakers should have enough technical visibility to challenge supplier data, perform independent audits, and understand high-risk process steps. A purchase agreement cannot replace engineering competence.
The human factor remains important. Operators, technicians, quality engineers, maintenance teams, and process engineers often notice early signs before dashboards do. Unusual residue, recurring machine adjustment, abnormal scrap, repeated minor alarms, or changes in handling behavior can all indicate drift. A strong plant listens to such evidence and investigates it before the model confirms the pattern.
Training should include lessons from public recalls. Engineers remember cases better than abstract warnings. The Bolt recall can be used to teach defect interaction, traceability, containment, and communication. Training should ask what data would have helped earlier, what inspection methods could have reduced escape, and how decision thresholds should respond to rare but severe risks.
Battery reliability governance should also include emergency communication planning. If field risk is discovered, the company must communicate with customers, dealers, regulators, emergency responders, and internal teams. The technical evidence must support the message. Engineering managers should be involved in preparing clear interim guidance, not only long-term root-cause reports.
The organization should perform periodic model audits. Logistic and survival models can drift as chemistries, suppliers, equipment, and customer usage change. A model built on one cell type may not transfer to another. A model built before a process change may lose accuracy afterward. Regular audits should examine prediction quality, false negatives, false positives, and decision usefulness.
Battery manufacturers should also build reliability reserves into launch planning. New products often face intense market pressure. Launch schedules may compress validation, process capability studies, and field monitoring plans. High-energy products need a more cautious launch logic. Early production should be monitored with heavier analytics until process stability is proven across enough volume and time.
The regression framework should be supported by a manufacturing data dictionary. Every predictor must have a definition, unit, data source, sampling frequency, owner, and retention rule. Particle contamination risk, for example, may be derived from inspection events, environmental monitoring, or failure-analysis records. If plants define the variable differently, the model will not travel across facilities. Governance begins with language.
A practical pilot can begin with a high-risk process family rather than the whole factory. For example, a manufacturer may start with coating uniformity and formation anomalies, connect those variables to early field warnings, and then expand the model to separator alignment, moisture exposure, and BMS diagnostics. This phased approach allows learning without waiting for a perfect data system.
The board should receive a concise monthly reliability dossier. The dossier should show predicted escape trends, containment actions, high-risk lots, field warnings, traceability confidence, model accuracy, and unresolved corrective actions. Executives do not need every process chart, but they need enough evidence to understand whether safety risk is rising or falling. A well-designed dossier prevents leaders from treating battery quality as a plant-level detail.
The paper also recommends third-party review for severe or ambiguous battery incidents. Independent experts can help challenge internal assumptions, examine whether the suspected root cause is complete, and review whether containment is adequate. External review is especially useful when the company faces reputational pressure, litigation concern, or internal disagreement. Independence can protect both customers and the integrity of the engineering process.
Battery manufacturing will continue to change as chemistries, cell formats, manufacturing methods, and vehicle platforms evolve. The quality system must evolve with it. A model trained on one generation of cells should not be trusted blindly on the next. Engineering managers should treat model transfer as a technical decision requiring validation, not an administrative convenience.
Battery warranty governance should not sit apart from manufacturing governance. Warranty patterns may reveal issues that were invisible in plant release data. Early capacity loss, charging anomalies, unusual service visits, or thermal warnings can point back to subtle process drift. Warranty teams should therefore have a direct channel into reliability engineering. Their evidence is not merely commercial cost information; it is field intelligence.
Fleet operators provide another valuable source of evidence because they accumulate mileage, charging cycles, climate exposure, and usage data faster than ordinary retail customers. Manufacturers should work with fleets to monitor battery behavior under demanding conditions. Fleet data can reveal early degradation patterns, charging stress, and diagnostic trends before they appear broadly. Properly managed, fleet partnerships become part of safety learning.
The organization should also examine near misses. A contained defect, abnormal formation cluster, or high-risk lot that never reaches customers still deserves analysis. Near misses are gifts to engineering management because they reveal weakness without public harm. Plants that celebrate low field failure but ignore near misses may miss the chance to strengthen controls before the next variation escapes.
Chapter 6: Closing Findings and Future Research
6.1 Summary of the Argument
Electric vehicle battery manufacturing is one of the hardest tests of modern engineering management because its failures can remain hidden until the product is already in public use. A defective cell may pass through process steps, enter a module, become part of a pack, move into a vehicle, and operate for some time before abnormal behavior appears. By then, the matter is no longer a plant-quality issue alone. It may involve customer safety, dealer action, regulator attention, warranty exposure, software response, supplier accountability, and public confidence in electric mobility.
The Chevrolet Bolt recall remains an important case because it shows how rare manufacturing defects can become system-level risk when detection and containment do not stop them before field release. GM’s statement that two rare defects appeared simultaneously in the same cell is especially important for engineering managers. It warns against simple defect thinking. Battery safety can be threatened by combinations: contamination with alignment variation, moisture with formation anomaly, marginal inspection coverage with weak traceability, or a supplier process change with limited field diagnostics. The governing system must be able to see interaction, not only individual nonconformance.
6.2 What the Models Contribute
The logistic regression framework developed here addresses that need by estimating Defect Escape Probability from process and inspection evidence. Particle contamination, coating uniformity deviation, separator alignment variation, moisture exposure, formation and aging anomaly, abnormal self-discharge, inspection coverage, and supplier-process maturity are not abstract variables. They correspond to practical control points inside battery production. When the model is implemented properly, it can help determine whether a lot should move forward, be held, receive deeper inspection, or trigger a supplier investigation.
The reliability-regression model adds the dimension that ordinary release testing cannot provide by itself: time. Battery defects do not always announce themselves at the factory door. Some appear through accelerated degradation, unusual self-discharge, impedance growth, thermal behavior, BMS warnings, warranty claims, or field incidents after use has begun. Time-to-warning analysis connects manufacturing evidence with field behavior. That connection is essential because a battery-quality system that ends at shipment is incomplete. In electric mobility, reliability governance must continue into the fleet.
Scale changes the moral and managerial stakes. CATL’s 2025 reporting shows the size of the global battery industry and the manufacturing discipline required to supply it. At such volume, very small probabilities can become meaningful populations. A defect rate that appears statistically small may still place many vehicles under concern when multiplied by cells per pack and packs per fleet. Engineering managers should therefore think in population exposure, not only percent yield. High yield is not the same as low safety risk if the escaping defects are severe.
Tesla’s reported R&D spending also places battery governance in the wider engineering context of the EV industry. Battery performance is shaped by cell manufacturing, thermal design, charging strategy, software, diagnostics, pack architecture, and vehicle use. A manufacturer cannot protect safety by isolating plant quality from product engineering or field data. The system must learn across boundaries. Manufacturing records should connect to BMS behavior, service findings, warranty patterns, supplier changes, and corrective actions. The more fragmented the evidence, the wider the recall shadow becomes when a defect is suspected.
6.3 Layered Reliability Governance
The strongest practical recommendation is layered reliability governance. Prevention starts with process design, cleanroom discipline, dry-room control, supplier qualification, coating stability, separator alignment, and formation control. Detection requires risk-weighted inspection, in-line measurement, X-ray or other advanced methods where consequence justifies them, and disciplined use of formation and aging data. Containment requires traceability at the smallest practical unit. Prediction requires BMS diagnostics and survival modeling. Accountability requires independent safety review and a recall-ready decision path that can act before commercial pressure erodes judgment.
Figure 5. Layered reliability governance for battery manufacturing.
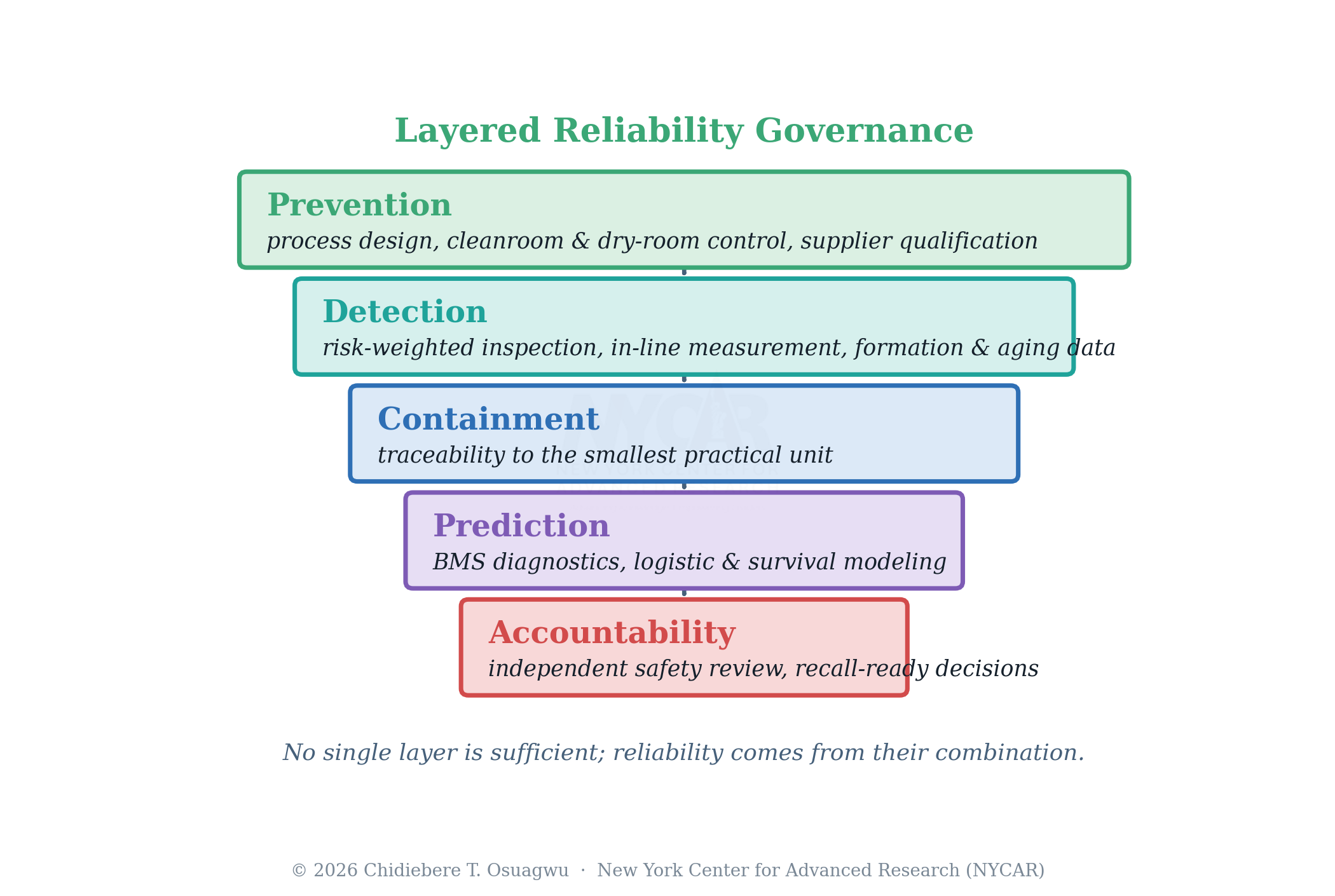
Human judgment remains central. Operators, technicians, process engineers, maintenance teams, and quality reviewers often notice weak signals before a model does. Unusual residue, recurring adjustments, unexplained formation clusters, repeated minor rework, or a supplier’s reluctance to share process data may be early evidence of risk. A serious battery manufacturer should make it safe to escalate such concerns. Production targets matter, but they cannot be allowed to make warning signs inconvenient. In safety-critical manufacturing, silence is not efficiency.
6.4 Future Research
Future research should test the proposed models with plant-level and fleet-level datasets. The most valuable work would connect process parameters, lot history, inspection coverage, formation curves, BMS warnings, service records, warranty claims, and confirmed root causes. Research should also examine management variables: escalation delay, audit quality, closure time for corrective actions, supplier transparency, and production-pressure indicators. Technical variables may explain much of the risk, but organizational behavior determines whether the evidence is acted upon in time.
A further line of research would build shared, anonymized datasets across manufacturers, much as aviation built confidential incident reporting that improved safety for the whole industry without exposing any single operator. Battery makers have understandable reasons to guard process detail, yet the failure pathways they face are often common, and a defect mechanism learned painfully by one firm tends to wait quietly inside others. Neutral bodies, standards organizations, or research consortia could host such evidence under terms that protect competitive information while still allowing the field to learn from interactions, material problems, and detection gaps that no single company sees often enough to model well. The same statistical tools described here would become far more powerful when fitted to evidence drawn from many plants rather than one.
6.5 A Concluding Reflection
There is a temptation, in a field moving as fast as electrification, to treat reliability as something that can be added later, once volume and cost have been mastered. The history of safety-critical manufacturing argues the opposite. The organizations that endure are usually the ones that built the discipline early, when it was inconvenient and unrewarded, and then let scale magnify a sound process rather than a fragile one. A battery plant cannot inspect its way out of a culture that treats warnings as obstacles, and it cannot model its way out of data it never bothered to connect. The instruments in this work are only as good as the willingness to act on what they reveal.
In a real sense, battery quality is the product behind the product. Customers may never see coating uniformity, separator alignment, moisture control, or formation analytics, but they live with the consequences. Electric mobility will be judged not only by range, charging speed, cost, and software features, but by the quiet reliability of the energy systems beneath them. The engineering manager’s duty is to keep scale, speed, and safety in the same conversation. When that duty is performed well, electrification gains the trust it needs to endure.
References
Chen, W., Liu, S., & Wang, Y. (2025). Defects in lithium-ion batteries: From origins to safety risks. Green Energy & Intelligent Transportation, 4, 100235. https://doi.org/10.1016/j.geits.2024.100235
Contemporary Amperex Technology Co., Limited. (2026). Zero-carbon technology powers all-domain growth: CATL releases 2025 annual report. https://www.catl.com/en/news/6773.html
Das Goswami, B. R., Abdisobbouhi, Y., Du, H., Mashayek, F., Kingston, T. A., & Yurkiv, V. (2024). Advancing battery safety: Integrating multiphysics and machine learning for thermal runaway prediction in lithium-ion battery module. Journal of Power Sources, 614, 235015. https://doi.org/10.1016/j.jpowsour.2024.235015
General Motors. (2021). Chevy Bolt EV and EUV recall. https://experience.gm.com/recalls/bolt-ev
National Highway Traffic Safety Administration. (2021). All Chevy Bolt vehicles recalled for fire risk. https://www.nhtsa.gov/press-releases/recall-all-chevy-bolt-vehicles-fire-risk
National Highway Traffic Safety Administration. (2023). Safety recall report 21V-650. https://static.nhtsa.gov/odi/rcl/2021/RCLRPT-21V650-3740.PDF
Ploder, C., Allegro, A., & Bernsteiner, R. (2025). Quality control and management systems for lithium-ion battery production: A systematic literature review. Advanced Energy Conversion Materials, 6(1), 122-136. https://doi.org/10.37256/aecm.6120256547
Tai, L. D., Le, P. N. T., Duy, V. N., Nguyen, V. D., & Pham, N. T. (2025). Advances in the battery thermal management systems of electric vehicles: Thermal runaway prevention and suppression. Batteries, 11(6), 216. https://doi.org/10.3390/batteries11060216
Tesla, Inc. (2026). Annual report on Form 10-K for the year ended December 31, 2025. U.S. Securities and Exchange Commission. https://www.sec.gov/Archives/edgar/data/1318605/000162828026003952/tsla-20251231.htm